 我
我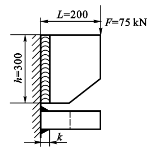
- 正确
- 错误
- 正确
- 错误
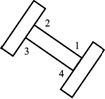
- A.1→2→3→4
- B.1→4→3→2
- C.1→2→4→3
- D.1→3→2→4
- A.适当增加腹板厚度
- B.在保证焊缝温度的情况下,减少焊缝截面尺寸
- C.焊腹板用防变形装置
- D.焊接角焊缝时开坡口
- A.尽量小的坡口角度
- B.速度小的焊接方法
- C.拘束夹具
- D.反变形法
- A.备料和装配
- B.装配和焊接
- C.焊接和矫正
- D.备料和矫正
- A.焊条电弧焊
- B.埋弧焊
- C.CO<sub>2</sub>气体保护焊
- D.钨极氩弧焊
- A.50 mm
- B.100 mm
- C.150 mm
- D.200 mm
- A.吊装赤道板
- B.吊装下温带板
- C.吊装上温带板
- D.赤道纵缝焊接
- A.ψ60~80 mm
- B.ψ80~114 mm
- C.ψ300~400 mm
- D.ψ500 mm
- A.下极板环缝焊接
- B.球罐附件焊接
- C.几何尺寸检查
- D.球罐整体验收
- A.直径大、曲率小、厚度小
- B.直径大、曲率大、厚度小
- C.直径小、曲率小、厚度小
- D.直径小、曲率大、厚度大
- A.温压
- B.热压
- C.滚压
- D.液压
- A.直径小、曲率大、厚度大
- B.直径小、曲率小、厚度大
- C.直径大、曲率大、厚度小
- D.直径大、曲率小、厚度小
- A.支柱式、裙座式
- B.V形支柱式、三柱合一式
- C.足球式、橘瓣式
- D.单层式、多层式
- A.16MnR
- B.15MnVR
- C.WEL-TEN62
- D.HY-80
- A.橘瓣
- B.足球瓣
- C.混合
- D.月牙瓣
- A.单件生产
- B.小批量生产
- C.中批量生产
- D.大批量生产
- A.连续性
- B.平行性
- C.比例性
- D.先进性
- A.满足业主要求
- B.满足设计要求
- C.降低生产成本
- D.不污染环境
- A.设计准备
- B.工艺过程分析
- C.批订工艺方案
- D.编制工艺方案
- A.产品图样
- B.工艺文件
- C.工艺方案
- D.生产纲领



