 我
我 为300元/R,电气设备
为300元/R,电气设备 为400
为400 为250元/R,电气设备
为250元/R,电气设备 为325元/R。完成的修理复杂系数:机械设备R,为70,电气设备
为325元/R。完成的修理复杂系数:机械设备R,为70,电气设备 为85。
为85。- 2
-
评估师对某铸造厂吊运铁水用的桥式起重机进行现场鉴定,鉴定项目包括桥架、起升机构减速器、吊钩、钢丝绳。
问题:
1.桥架。通过查阅技术资料和现场实测得知桥架跨度为16.5m,原始上拱度为20mm,弹性下挠度为23mm,下挠度为12mm,桥架底部无疲劳裂纹,以往从未大修过。
问:起重机桥架的报废条件是什么?根据这个条件和附表1、附表2规定的大修条件判断,该起重机是否应报废或大修?
2.起升机构减速器。实测减速器第一根轴齿轮齿的磨损量为原齿厚的4%,第二根轴与第三根轴的磨损量分别为原齿厚的15%和8%,齿面无点蚀,齿根无裂纹或断裂。试根据附表3 提供的数据和报废标准,判断该减速器是否应报废。
3.吊钩。资料记录吊钩A、B、C三个截面(见下图)的原尺寸分别为40mm、50ram、35mm,现实测这三个尺寸分别为35mm、48mm、34mm,开口度比原尺寸增加了10%,尖部无扭转变形。试根据附表4提供的数据判断该吊钩是否应报废。
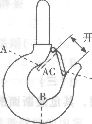
吊钩截面图
4.钢丝绳。该起重机使用的钢丝绳为6 X 37+1型交绕钢丝绳,安全系数为5。钢丝绳外层细钢丝磨损量为钢丝直径的25%,每个捻距内断丝数为10根,试根据附表5和附表6提供的数据,判断该钢丝绳是否应该报废。
参考数据表:
附表1 下挠应修界限值(满载)
跨度S(m)
10.5
13.5
16.5
19.5
22.5
25.5
28.5
31.5
 (mm)
(mm)15
19
23.5
28
32
16.5
41
45
附表2 下挠应修界限值(空载)
跨度S(m)
10.5
13.5
16.5
19.5
22.5
25.5
28.5
31.5
 (mm)
(mm)7
9
11
13
15
17
19
21
附表3 普通减速器齿轮的磨损许用极限(磨损量/原齿厚)
第一轴
一其余各轴
起升机构减速器
10%
20%
大车(小车)运行机构减速器
15%
25%
开式齿轮
30%
附表4 吊钩报废条件
吊钩报废条件
危险断面的磨损量超过原高度的10%
开口度比原尺寸增如15%
尖部扭转变形超过10%
板钩衬套报废条件
磨损量达厚度50%
板钩芯轴报废条件
磨损量达原尺寸5%
附表5 钢丝绳断丝报废标准
钢丝绳结构
6×19+1
6×37+1
6×61+1
强度安全系数(n)
绕法
交绕
顺绕
交绕
顺绕
交绕
顺绕
≤5
12
6
22
11
36
18
6~7
14
7
26
13
38
19
>7
16
8
30
15
40
20
附表6 折减系数表
钢丝绳表面磨损量或腐蚀量(%)
10
15
20
25
30~40
大于40
折减系数(%)
85
75
70
60
50
报废

 (mm)
(mm) (mm)
(mm)- A.设备拥有量
- B.工业产值
- C.设备的计划开动台时
- D.设备的开动率
- E.设备的修理复杂系数
- A.技术上相对落后
- B.外部经济环境发生变化
- C.使用磨损
- D.自然磨损
- E.市场需求减少
- A.采用溢流阀调速
- B.节流调速
- C.容积节流调速
- D.卸荷调速
- E.容积调速
- A.目视一光学检测法
- B.渗透检测法
- C.磁粉检测法
- D.磁塞检测法
- E.涡流检测法
- A.机床的刚度包括机床构件本身的刚度和构件之间的接触刚度
- B.机床几何精度是评定机床精度的主要指标
- C.机床上出现的振动从本质上可分为受迫振动与自激振动两种
- D.机床的热变形对机床精度没有太大影响
- E.机床的负荷试验用以试验最大承载能力
- A.对调转子绕组接头
- B.改变外加电压极性
- C.对调励磁绕组接头
- D.对调转子和励磁绕组接头
- E.改变转子绕组接头
- A.清除故障
- B.降低故障率
- C.防止性能劣化
- D.防止精度劣化
- E.找出影响质量的原因并进行改进
- A.数控车床
- B.加工中心
- C.数控磨床
- D.数控冲床
- E.数控铣床
- 12
-
自然故障包括( )。
- A.因自身原因造成的故障
- B.设备正常工作磨损引起的故障
- C.因设计和制造不恰当使设备存在某些薄弱环节而引发的故障
- D.设备运行中意外情况造成的故障
- E.操作不当造成的故障
- A.发电锅炉
- B.工业锅炉
- C.生活锅炉
- D.热水锅炉
- E.特种锅炉
- A.单台设备
- B.单台设备每年
- C.单机、生产线或生产班组每年
- D.一个修理复杂系数的设备
- A.J表示交流异步电动机
- B.62中的6为机座号
- C.4为磁极对数
- D.62中的2为铁芯长度序号
- A.铸造
- B.锻压
- C.热处理
- D.包装
- A.车床
- B.铣床
- C.镗床
- D.刨床
- A.程序
- B.CNC装置
- C.主轴控制单元
- D.进给控制单元
- A.加速度
- B.速度
- C.位移
- D.相位
- A.钻孔
- B.刨削
- C.攻丝
- D.錾削
- A.计算机数控系统
- B.刀库,能自动更换刀具
- C.自动装卸工件装置
- D.物料自动储运装置
- A.高速
- B.中速
- C.最低速
- D.低速
- A.光谱分析法
- B.铁谱分析法
- C.射线探测法
- D.磁塞检查法
- A.最高工作压力
- B.设计压力
- C.最大允许工作压力
- D.试验压力
- A.技术性贬值
- B.实体性贬值
- C.功能性贬值
- D.经济性贬值
- A.日常维护包括每班维护、周末维护、每月维护
- B.定期维护是在维修工的配合下由操作者进行
- C.设备维护工作的内容包括清理擦拭、润滑涂油、检查调校,以及补充能源、燃料等消耗品
- D.操作工人只需在设备使用之前、使用之后必须进行每班维护
- A.弹性应变
- B.塑性应变
- C.线性应变
- D.物理应变
- A.鼠笼式三相异步电动机
- B.绕线式三相异步电动机
- C.永磁直流伺服电动机
- D.永磁同步交流伺服电动机
- A.机床不运转
- B.机床运转
- C.机床正常负载
- D.机床超负荷
- A.碱性电弧炉
- B.酸性电弧炉
- C.中频感应电炉
- D.工频感应电炉
- A.增大1倍
- B.减小1倍
- C.增大2倍
- D.不变
- A.绕线式三相异步电动机起动
- B.绕线式三相异步电动机调速
- C.鼠笼式三相异步电动机起动
- D.鼠笼式三相异步电动机调速
- A.电火花加工
- B.超声波加工
- C.激光加工
- D.数控
- A.链传动
- B.三角带传动
- C.齿轮传动
- D.蜗杆传动
- A.数控系统
- B.运动系统
- C.操作系统
- D.机床精度
- A.20 10
- B.15 20
- C.20 20
- D.15 10
- A.装配
- B.安装
- C.检验
- D.包装
- A.工作部分
- B.控制部分
- C.动力部分
- D.传动部分
- A.加工精度和尺寸精度
- B.位置精度和形状精度
- C.加工精度和位置精度
- D.表面粗糙度和加工精度
- A.模拟控制系统
- B.数字控制系统
- C.闭环控制系统
- D.开环控制系统
- A.5分钟
- B.20分钟
- C.1小时
- D.2小时
- A.电脉冲的总数
- B.电脉冲的频率
- C.电流的大小
- D.电压的高低
- A.压气机带动燃烧室旋转
- B.压气机带动涡轮旋转
- C.涡轮带动压气机旋转
- D.涡轮带动燃烧室旋转



